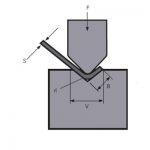
Der Stempel / die Matrize der Abkantpresse ist in obere und untere Formen unterteilt, die zum Stanzen von Blechen und zum Trennen von Formen verwendet werden. Die Form zum Formen hat einen Hohlraum und die Form zum Trennen hat eine Schneidkante. Der Stempel / die Matrize der Abkantpresse hat einen großen Einfluss auf die Genauigkeit des Werkstücks. Beim Biegeprozess berührt nur die Form das Werkstück.
Die Abkantpresswerkzeuge der Biegemaschine / Abkantpresse sind L-förmig, R-förmig, U-förmig, Z-förmig usw. Das Oberwerkzeug ist hauptsächlich 90 Grad, 88 Grad, 45 Grad, 30 Grad, 20 Grad, 15 Grad usw. Winkel. Die untere Form hat eine 4 ~ 18 V Doppelrille und eine Einzelrille mit unterschiedlichen Rillenbreiten sowie eine R-Unterform, eine Spitzwinkel-Unterform, eine Abflachungsform usw.

Ultrahohe Präzision
Es ist sehr wichtig, dass die Präzision der Form die Präzision des Werkstücks während des Biegevorgangs stark beeinflusst. Der Verschleiss der Form ist vor Gebrauch zu prüfen. Das Inspektionsverfahren besteht darin, die Länge vom vorderen Ende der oberen Form bis zur Schulter und die Länge zwischen der Schulter der unteren Form zu messen. Bei herkömmlichen Formen sollte die Abweichung pro Meter etwa ±0,0083 mm betragen, und die Gesamtlängenabweichung sollte nicht größer als ±0,127 mm sein. Was die Präzisionsschleifform betrifft, sollte die Präzision pro Meter ±0,0033 mm betragen, und die Gesamtpräzision sollte nicht größer als ±0,0508 mm sein. Es wird generell empfohlen, Feinschleifformen für elektrohydraulische Biegemaschinen oder Torsionswellenbiegemaschinen und herkömmliche Formen für manuelle Biegemaschinen zu verwenden.
Der Werkzeugabschnitt der CNC-Abkantpresse wie folgt:

Automatische feste Installation
Das obere Werkzeug wird installiert, wenn der Schieber zum oberen Totpunkt ansteigt, und das Formspannsystem kann mehrere Formen an Ort und Stelle halten, bis der Spanndruck aufgebracht wird.
Hydraulisches Spannsystem
Das hydraulische Spannsystem ist die effektivste Spannmethode. Sowohl neue als auch alte Maschinen können dieses Spannsystem verwenden, was Zeit und Kosten spart. Wenn die tragende Oberfläche der alten Biegemaschine beschädigt ist, ist das hydraulische Spannsystem die beste Wahl, um den Schaden zu beheben und gleichzeitig die Effizienz des Spannens und Installierens zu verbessern.

Automatisch einrasten
Beim Anlegen des Spanndrucks wird das Oberwerkzeug nach oben gezogen und automatisch eingepresst. Dadurch entfällt das Einpressen des Formoberteils in das Formunterteil während des Biegevorgangs.
Die Wahl des Stempels/der Matrize
Bestimmen Sie zunächst die Dicke des zu biegenden Blechs. Sie möchten beispielsweise 0,75 mm bis 6,30 mm dicke Bleche biegen. Dann multiplizieren Sie die Dicke des dünnsten Blechs mit 8, um die minimal erforderliche V-Matrizengröße abzuschätzen. In diesem Beispiel ist eine 0,75-mm-Platte die minimal erforderliche Form, also 0,75 × 8 = 6. Drittens multiplizieren Sie die Dicke des dicksten Blechs mit 8, um die erforderliche maximale Größe der V-förmigen Matrize abzuschätzen.
8-fach-Prinzip
Das heißt, die Öffnung der V-förmigen Form sollte das 8-fache der Blechdicke betragen. Multiplizieren Sie die Dicke der Platte mit 8, um die nächstgelegene Form auszuwählen. Beispielsweise erfordert eine 1,5 mm dicke Platte eine 12-mm-Form (1,5 × 8 = 12 mm). Wenn es sich um eine 3,0-mm-Platte handelt, ist eine 24,0-mm-Form erforderlich. (3,0 × 8 = 24,0). Dieses Verhältnis kann die beste Winkelwahl bieten, weshalb viele Leute es die "beste Wahl" nennen. Die meisten veröffentlichten Biegediagramme basieren ebenfalls auf dieser Formel.
Modellauswahlregeln
Die Auswahlregel für das Biegen von L-förmigen Werkstücken lautet: Es gibt keine Regeln, es kann nahezu jedes Obergesenk verwendet werden. Bei der Auswahl von Oberformen für eine Gruppe von Werkstücken können L-förmige Werkstücke also zuletzt berücksichtigt werden, da sie von fast jeder Oberform gebogen werden können. Beim Biegen dieser L-förmigen Werkstücke empfiehlt es sich, Oberformen zu verwenden, die auch andere Werkstücke biegen können. Beim Formenkauf gilt: je weniger desto besser. Dies dient nicht nur der Minimierung der Formkosten, sondern auch der Verringerung der Anzahl der erforderlichen Formformen und der Verkürzung der Installationszeit.


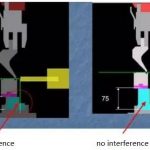
Wenn der obere Teil des Werkstücks länger als der untere Teil ist, wird ein Schwanenhalswerkzeug benötigt. Wenn der obere Teil des Werkstücks kürzer ist als der untere Teil, ist jedes obere Werkzeug in Ordnung. Bei gleich langen Werkstückober- und -unterteilen ist ein spitzwinkliges Obergesenk erforderlich. Zusammenfassend lässt sich sagen, dass die Oberwerkzeug-Auswahlregel hauptsächlich von der Interferenz des Werkstücks abhängt, wo die Biegesimulationssoftware eine wichtige Rolle spielen kann. Wenn das verwendete System die Biegesituation nicht simulieren kann, können Sie die Zeichnung mit dem Gitterhintergrund verwenden, um die Überdeckung des oberen Formwerkstücks manuell zu überprüfen, wie in der folgenden Abbildung gezeigt.


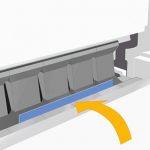
Keine Vertiefungsform
Fast alle typischen V-förmigen Biegemaschinenformen hinterlassen einige Spuren auf dem Werkstück, da das Metall während des Biegens in die Form gedrückt wird. In den meisten Fällen sind die Markierungen klein oder akzeptabel. Durch Vergrößern des Radius können die Markierungen reduziert werden. Aber manchmal sind selbst kleinste Spuren nicht akzeptabel, wie zum Beispiel lackierte oder polierte Platten vor dem Biegen. Nyloneinsätze können verwendet werden, um Einkerbungen zu beseitigen, wie in der Abbildung unten gezeigt. Eindruckfreies Biegen ist besonders wichtig für hergestellte Flugzeug- oder Raumfahrtteile, da es für Inspektoren schwierig ist, ein Teil mit bloßem Auge zu inspizieren und Kratzer und Risse zu unterscheiden.

Verwandte Produkte
 So wählen Sie die Tonnage der hydraulischen Abkantpresse
So wählen Sie die Tonnage der hydraulischen Abkantpresse- WILA Effiziente Lösung zum Biegen mittlerer und dicker Platten
- Verwenden Sie die Fähigkeiten der CNC-Biegemaschine
- Herkömmliche Biegefolge und tägliche Gebrauchsspezifikation der Biegemaschinenform
- Berechnung der Biegekraft beim Freibiegen einer Blechbiegemaschine
- Woraus bestehen Abkantpressen? Was ist Abkantwerkzeug?
- Wie viele Arten von hydraulischen Abkantpressen
- Warum ein Kompensationssystem zu einer Biegemaschine für Abkantpressen hinzufügen?
- Was ist Krönung der Abkantpresse
- So berechnen Sie die Biegezugabe für Ihre Abkantpresse