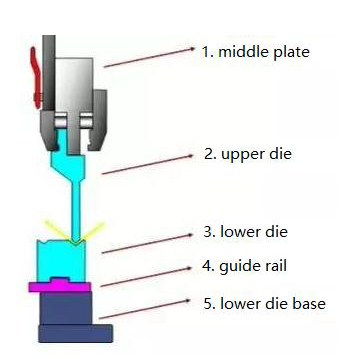
Was ist die Abkantpresse?
Abkantpressen sind ein Werkzeug, das von der Abkantpresse verwendet wird, um ein Blech zu formen. Dieses Werkzeug besteht aus verschiedenen Teilen, und die verschiedenen Werkzeuge bestehen aus verschiedenen Teilen.
Es realisiert hauptsächlich die Bearbeitung der Form der Teile durch Änderung des physikalischen Zustands des geformten Materials. Es ist ein Werkzeug, um einen Rohling unter dem Druck der Abkantpresse zu einem Teil mit einer bestimmten Form und Größe zu machen.
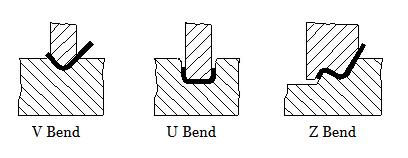
Häufig verwendete Abkantbacken
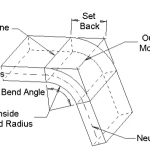
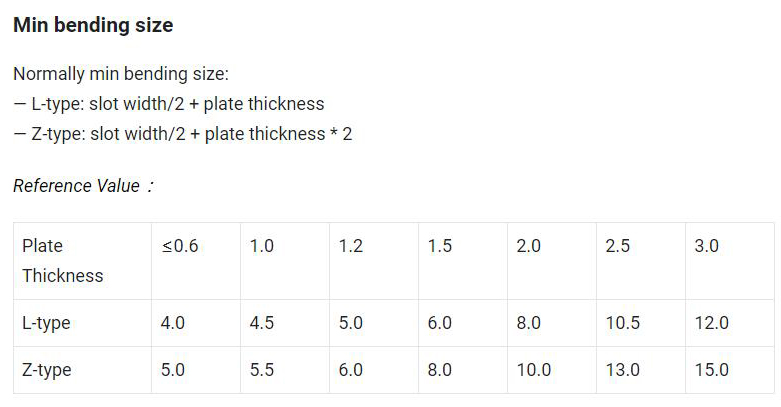
Im Allgemeinen ist die Höhe der Flanschkante L≥3t (t=Plattendicke). Wenn die Höhe des Bördelrandes zu gering ist, ist selbst die Verwendung eines Biegestempels der Umformung nicht förderlich.
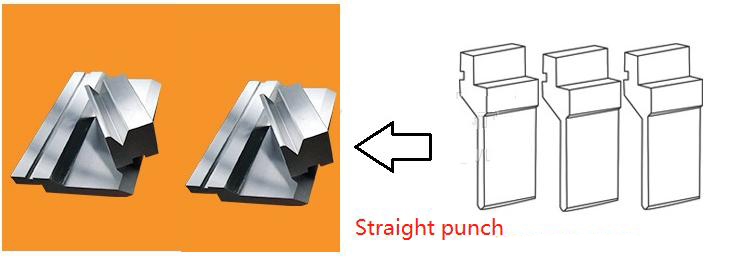
Die Klassifizierung von Abkantpresswerkzeugen
| Punch-Typ | Hauptanwendung |
| Gerader Schlag | Gefertigte Winkel ≥90° |
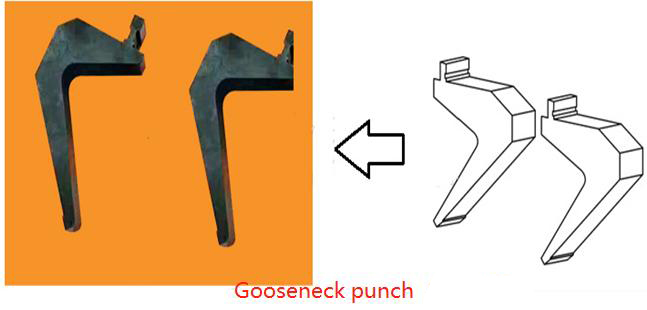
| Schwanenhalspunsch | Gefertigte Winkel ≥90° |
| Akuter Schlag | Fabrizierte angles≥30° |
sterben
| Punch-Typ | Hauptanwendung |
| Sing V sterben | 1.Während der v-Winkel = 88 (Referenz) ist, können Winkel ≥ 90° gebogen werden |
| Doppel-V-Matrize | 2. Während V-Winkel = 30 ° (Ref), in der Lage, Winkel ≥ 30 ° zu biegen |
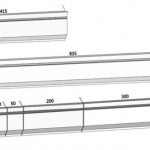
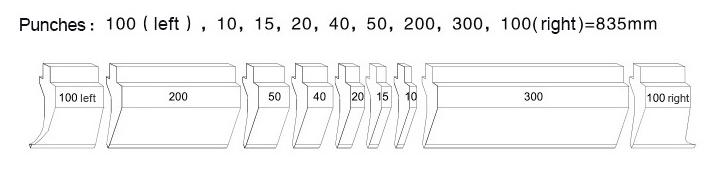
Segmentmatrize der Abkantpresse
Im Allgemeinen beträgt die Standardlänge des Stempels und des Matrizensatzes der Abkantpresse 835 mm. Um das Werkstück in unterschiedlicher Länge zu biegen, werden Stempel und Matrize in folgende Größen unterteilt:
10+15+20+40+50+100+100+200+300=835

Materialien für Abkantpressen
Im Allgemeinen sind die Materialien für Abkantpressen, einschließlich T8-Stahl, T10-Stahl, 42CrMo und Cr12MoV, ebenfalls gute Materialien. Die Verwendungsleistung kann erfüllt werden, der Prozess
Leistung ist auch gut, aber der Preis wird hoch sein.
42CrMo ist ein hochfester legierter, vergüteter Stahl mit hoher Festigkeit und starker Zähigkeit. Es kann unter einer Temperatur von -500 ° C arbeiten.
So wählen Sie die Parameter der Abkantpresse aus. Formel für die Höhe der Abkantpresse
- Hub (mm)=Tageslicht - Mittelplattenhöhe - Oberstempelhöhe - Unterstempelhöhe (Unterstempelhöhe - 0,5V+t)
t = Plattendicke ( mm )
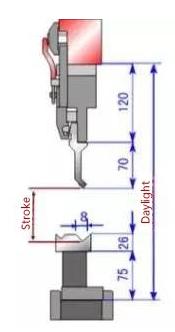
Gegeben: Tageslicht 370mm, max. Hub 100mm
Reichweite: Hub = 370-120-70-75-(26-0,5*8+t)= (83-t)mm
Hinweis: 0,5 V < max. Hub
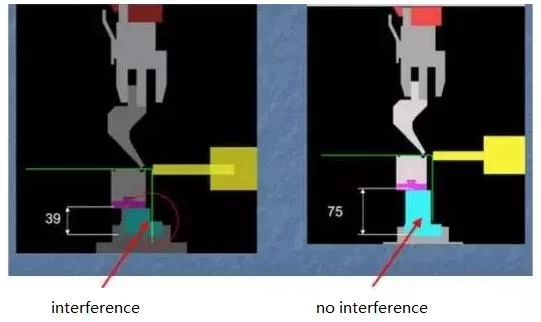
Bitte beachten Sie, dass die untere Formbasis auch viele verschiedene Höhen hat, die für verschiedene Herstellungszwecke verwendet werden. Vergessen Sie dies also nicht, wenn Sie die untere Werkzeugbasis wählen.
Unterer Werkzeugtyp
Im Allgemeinen hat das untere Werkzeug einen Einzel-V-Typ und einen Doppel-V-Typ, unter denen es in das getrennte Werkzeug und das Volllängen-Werkzeug unterteilt ist. Der andere Chip wird für einen anderen Herstellungszweck verwendet
Die Einzel-V-Matrize hat jedoch eine viel breitere Anwendung als die Doppel-V-Matrize, während die getrennte Matrize weiter verbreitet ist als die Volllängen-Matrize.
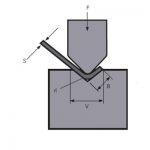
V-Breite der unteren Matrize, Winkel der V-Nut
Auswahl der V-Nut und Plattendicke (T):
| T | 0.5~2.6 | 3~8 | 9~10 | ≥12 |
| v | 6×T | 8×T | 10×T | 12×T |
Der V-Winkel des unteren Stempels ist derselbe wie der Winkel des oberen Stempels.
| Plattendicke | ≤0,6 | 1.0 | 1.2 | 1.5 | 2.0 | 2.5 | 3.0 |
| Die Breite | 4 | 6 | 8 | 10 | 12 | 16 | 18 |
Um in einigen Sonderfällen eine kleine V-Matrize zum Biegen zu wählen, sollte die Spreizung jedes Stempels um 0,2 mm zunehmen
Für weitere Einzelheiten kontaktieren Sie uns bitte, wir bieten Ihnen eine vollständige Lösung.
Verwandte Produkte
 So berechnen Sie die Biegezugabe für Ihre Abkantpresse
So berechnen Sie die Biegezugabe für Ihre Abkantpresse- Warum ein Kompensationssystem zu einer Biegemaschine für Abkantpressen hinzufügen?
- WILA Effiziente Lösung zum Biegen mittlerer und dicker Platten
- So wählen Sie die geeignete Matrize der Biegemaschine für Abkantpressen aus
- So wählen Sie die Tonnage der hydraulischen Abkantpresse
- Was ist Krönung der Abkantpresse
- Häufige mechanische Ausfälle und Wartung von Biegemaschinen für Abkantpressen
- Wie viele Arten von hydraulischen Abkantpressen
- China 40 Tonnen Abkantpresse
- China Abkantpresse Biegemaschine Form