Mittlere und dicke Bleche werden in verschiedenen Bereichen als Belastungsteile, wie Bulldozer, Bagger, Lader, Eisenbahn-Personenwagen und andere Baumaschinen und Lokomotiven, weit verbreitet verwendet. Mittlere und schwere Platten beziehen sich normalerweise auf Metallplatten mit einer Dicke zwischen 4,5 und 25 mm. Die Umformverfahren für mittlere und schwere Bleche umfassen hauptsächlich: Abkantpressen-Biegeumformen, Walzmaschinenumformen und Presswerkzeugumformen. Das Biegen (Falten) ist eine weit verbreitete und häufig vorkommende Formmethode für die Produktlinie für mittlere und dicke Platten.
Die Schwierigkeiten beim Blechbiegen sind lange Werkstücke, hoher Druck, schwieriges Umformen, geringe Effizienz und schwer kontrollierbare Präzision. Das Endergebnis des Biegens ist eine umfassende Reflexion von Materialparametern, Prozessparametern und Formparametern. Ein vernünftiges Design dieser Parameter ist der Schlüssel zur Verbesserung der Biegeleistung von mittleren und dicken Blechen.

Die Tonnage der Abkantpresse (Biegemaschine der Abkantpresse)
Das erste Problem beim Biegen von mittleren und dicken Blechen ist die Auswahl der Tonnage der Abkantpresse und ob die Tragfähigkeit der Vorrichtung und der Form den Anforderungen entspricht.
Die Kraft F wird von der Biegemaschine der Abkantpresse aufgebracht, um die gegenseitige Bewegung zwischen der oberen und der unteren Form anzutreiben, wodurch die Platte gebogen wird. Für das Biegen von 90°-Kohlenstoffstahlplatten gibt WILA den Erfahrungswert der Plattenspannungsbelastung an, wie in Tabelle 1 gezeigt. Wenn die Dicke des Kohlenstoffstahls 20 mm beträgt, kann das untere Gesenk mit V = 160 mm ausgewählt werden. Zu diesem Zeitpunkt beträgt die Kraftbelastung der Biegemaschine 150 t/m.
F = Kraft pro Längeneinheit (t/m);
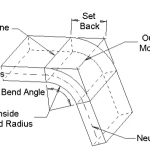
S= Materialstärke (mm);
ri= Biegeradius der Innenecke (mm);
V = untere Matrizenöffnungsgröße (mm);
B= kürzeste Flanschkante (mm) );
Aluminium: F × 50 %;
Aluminiumlegierung: F × 100 %;
Edelstahl: F × 150 %;
Stanzen und Biegen: F×(3~5)

Schwere hydraulische Klemme
Die Lastaufnahmemethoden der oberen hydraulischen Schwerlastspanner von WILA umfassen Kopflast und Schulterlast, und die maximale Last beträgt 250 t/m bzw. 800 t/m. Die krafttragende Oberfläche der Vorrichtung verwendet die CNC-Tiefenabschreckhärtungstechnologie. Die Rockwell-Härte beträgt 56 ~ 60 HRC und die Einhärtungstiefe beträgt bis zu 4 mm, was eine hohe Härte und starke Verschleißfestigkeit aufweist. Die hydraulische Spannvorrichtung verwendet eine hydraulische Schnellspannung, und die Ausdehnung des Hydraulikschlauchs treibt die Bewegung des Spannstifts an, sodass die Form automatisch aufgesetzt und die Biegelinie automatisch zentriert wird. Bei einer Biegeform mit einer Gesamtlänge von 6 Metern dauert es nur etwa 5 Sekunden, bis die hydraulische Klemmung vollständig geklemmt ist, und die Gesamtnutzungseffizienz ist 3- bis 6-mal höher als die eines gewöhnlichen manuellen Klemmsystems.

Kompensationswerkbank für schwere Maschinen
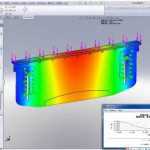
Für das Biegen von mittleren und dicken Blechen kann WILAs neue Version des schweren mechanischen Ausgleichstisches nicht nur die Belastungsanforderungen problemlos erfüllen, sondern auch die Durchbiegung und Verformung der Biegemaschine kompensieren. Die Werkbank mit mechanischer Kompensation verwendet eine hydraulische Klemmung, die Oberflächengenauigkeit kann ± 0,01 mm erreichen, die Rockwell-Härte beträgt 56 ~ 60 HRC und die Härtetiefe beträgt bis zu 4 mm. Die mechanische Kompensationswerkbank übernimmt die universelle UPB-Installationsschnittstelle von WILA, die einfach zu installieren ist und eine höhere Genauigkeit aufweist. Es hat auch seine eigenen Tx- und Ty-Richtungseinstellungen, die sicherstellen können, dass die Werkbank und der Hinteranschlag in der vorderen und hinteren Richtung parallel bleiben, und kann eine lokale Winkelabweichungskorrektur durchführen.

Schweres Biegewerkzeug/Werkzeug
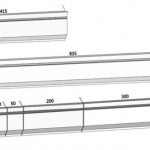
Aufgrund der Dicke der Platte werden im Allgemeinen die untere Form mit größerer Öffnungsgröße (V24 ~ V300) und die Form mit größerer Tragfähigkeit zum Biegen von mittleren und dicken Platten ausgewählt. Die Gesamtabmessungen der Form sind im Allgemeinen groß, und das Gewicht der Form hat die normale Handhabungskapazität des Bedieners überschritten. WILAs patentierte Technologie E2M (Easy to Move) ermöglicht es Bedienern mit Hilfe von Rollenlagern, schwere Biegeformen bequem, sicher und schnell zu bewegen, wodurch der Werkzeugwechsel und die Zeit für die Maschineneinstellung erheblich eingespart werden.
Biegeformen mit verschiedenen Messerformen und unteren Formöffnungen, die den Kundenanforderungen entsprechen, können bereitgestellt werden, wie z. B. gerade Messer, Schwanenhalssäbel, Filetformen und Multi-V-Formen. Durch präzises Schleifen von Schlüsselteilen beträgt die Maßgenauigkeit der Form bis zu ±0,01 mm. Durch die Verarbeitung der CNC-Tiefabschreck- und Härtungstechnologie kann die Formhärte 56 bis 60 HRC erreichen und die Tiefe der gehärteten Schicht kann 4 mm erreichen.

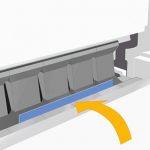
Für das Biegen von mittleren und dicken Blechen mit unterschiedlichen Blechdicken bietet WILA auch Multi-V-Formen an, die in zwei Formen erhältlich sind: automatisch einstellbarer V-Anschluss und manuell einstellbarer V-Anschluss, wie in Abbildung 6 gezeigt. Durch den numerisch gesteuerten Motor oder Mit dem Einstellblock kann die Größe der V-Öffnung der unteren Form beliebig an die Eigenschaften der Platte angepasst werden, die sich besonders zum Biegen mittlerer und dicker Platten mit hohem Rückprall und hoher Festigkeit eignet. Gleichzeitig verfügt die Multi-V-Form über gehärtete Walzen mit niedrigem Reibungskoeffizienten, wodurch die äußeren Falten der Biegeteile erheblich reduziert und gleichzeitig die Biegung um 10% bis 30% im Vergleich zu reduziert werden kann die traditionelle untere Form.

Verwandte Produkte
 So wählen Sie die Tonnage der hydraulischen Abkantpresse
So wählen Sie die Tonnage der hydraulischen Abkantpresse- Verwenden Sie die Fähigkeiten der CNC-Biegemaschine
- Das Arbeitsprinzip und die Zusammensetzung der CNC-Abkantpresse
- So wählen Sie die geeignete Matrize der Biegemaschine für Abkantpressen aus
- Herkömmliche Biegefolge und tägliche Gebrauchsspezifikation der Biegemaschinenform
- Warum ein Kompensationssystem zu einer Biegemaschine für Abkantpressen hinzufügen?
- So berechnen Sie die Biegezugabe für Ihre Abkantpresse
- China Abkantpresse Biegemaschine Form
- Woraus bestehen Abkantpressen? Was ist Abkantwerkzeug?
- Vor- und Nachteile von Abkantpressen