Die Biegemaschine der Abkantpresse führt hauptsächlich ein geradliniges Biegen der Platte durch. Durch die Verwendung einfacher Formen und Prozesseinrichtungen kann das Blech in eine bestimmte geometrische Form gepresst werden, und es kann auch durch Recken, Stanzen, Stanzen und Wellenpressen verarbeitet werden. In der eigentlichen Produktion wird die CNC-Abkantpresse hauptsächlich zum Biegen verschiedener geometrischer Formen von Metallkästen, Kastenschalen, U-förmigen Trägern und Rechtecken verwendet. Seine Verarbeitung hat die Vorteile einer hohen Biegegeradheit, keine Zahnspuren, kein Abblättern, keine Falten usw.
Mit der kontinuierlichen Entwicklung der CNC-Biegemaschinen-Fertigungstechnologie werden ihre Vorteile wie hohe Positioniergenauigkeit, Komfort, Nullaktivitäts-Störungskompensation und gute Konsistenz der verarbeiteten Produkte von der Mehrheit der Blechbearbeitungsunternehmen zunehmend bevorzugt. Bei begrenzten Wünschen ist es jedoch zu einem Problem geworden, die Biegemaschine besser zu nutzen und ihre Funktionen und Vorteile voll auszuschöpfen, das Hersteller, die CNC-Abkantpressen verwenden, beachten und dringend lösen müssen. Im langfristigen Herstellungs- und Nutzungsprozess hat Zhongrui die Funktionen der Biegemaschine effektiv erweitert und Erfahrungen durch das Hinzufügen von Hilfswerkzeugen, den Umbau bestehender Formen und die flexible Nutzung des Standorts gesammelt. Dieser Artikel nimmt die CNC-Abkantpresse DA66T von Zhongrui als Beispiel und stellt die angewandten Fähigkeiten im Detail vor.
Fügen Sie Hilfswerkzeuge hinzu
Wenn Sie die Werkzeugmaschine für Abkantpressen flexibel und benutzerfreundlich gestalten möchten, ist das Hinzufügen von Hilfswerkzeugen unerlässlich. Die Erhöhung der Hilfswerkzeuge kann nicht nur den Bearbeitungsbereich der CNC-Biegemaschine erweitern, sondern auch die Bearbeitungseffizienz verbessern.
1) Übergangsplatte (unterstützte Mittelplatte für Schnellform)
Die Öffnungshöhe der Biegemaschine bezieht sich auf den Abstand zwischen oberem und unterem Arbeitstisch. Da die CNC-Biegemaschine DA66T eine größere Öffnungshöhe hat, sollten Sie eine große Öffnung verwenden, um den Bearbeitungsbereich zu erweitern. Wie in Abbildung 1 gezeigt, kann durch Hinzufügen einer weiteren Übergangsplatte zur ursprünglichen Übergangsplatte die seitliche Biegehöhe des Teils (bis zu 85 mm) erhöht werden, sodass eine tiefe Bearbeitung mit höheren seitlichen Biegekanten durchgeführt werden kann. Das selbstgefertigte Übergangsbrett kann die Breite des Übergangsbretts an Ihre eigenen gemeinsamen Teile anpassen und eignet sich am besten für die Verarbeitung von Teilen mit geringer Breite und höheren Biegekanten auf beiden Seiten.

2) Ecke der Frontplatte
Wie in Abbildung 2 gezeigt, ist die Vorderseite der Maschine mit einer Ecke ausgestattet, die kleine Teile platzieren und die Zeit zum Entnehmen von Teilen verkürzen kann. Gleichzeitig wird ein kleiner Arbeitstisch installiert, um die Bearbeitung und Sammlung von winzigen Werkstücken zu erleichtern.

Nutzen Sie die Form voll aus
Die Verwendung der CNC-Abkantpresse stützt sich hauptsächlich auf die Ober- und Unterform. Ist die Anzahl der Formen gering und die Anwendung nicht flexibel, wird der Bearbeitungsbereich der Werkzeugmaschine stark eingeschränkt. Daher ist die Maximierung der Funktion der bestehenden Form unter festgelegten Bedingungen durch optimierte Kombination und partielle Transformation ein Problem, über das sich jeder Werkzeugmaschinenbenutzer Gedanken machen muss. Das Folgende ist die Erweiterungsfunktion, die wir verwenden, indem wir die Form der CNC-Biegemaschine ändern. Einführung.
1) Obere Werkzeugschleifspitze R
Wenn das Obergesenk lange Zeit verwendet wird, ändert sich sein Spitzenverschleiß unregelmäßig. Die Höhe der Form ändert sich und die Biegegenauigkeit kann nicht garantiert werden. Durch Schleifen, Korrigieren der Spitze R und Anpassen an eine größere V-förmige Nut können dicke Platten gefaltet werden. Dies verlängert die Lebensdauer der Form.
2) Wechseln Sie die Abfallformen, um eine Nivellierung zu erreichen
In Ermangelung eines zusammengesetzten Biegewerkzeugs ist die Lösung des Umformproblems, wie die Totkante zu pressen ist, ein Beispiel. Die tote Kante ist eine gebogene Form, bei der sich zwei Schichten überlappen, und wird normalerweise zur Verstärkung verwendet. Im Allgemeinen hat die Platte über 2 mm fast keine Presskanten. Drücken Sie, dass die tote Kante durch ein zusammengesetztes Biegewerkzeug geformt werden muss, und es muss in mehr als zwei zu bildende Prozesse unterteilt werden.
Die übliche Methode ist die Verwendung eines Verbundbiegestempels, wie in Abbildung 3 dargestellt. Im ersten Schritt wird das Material auf 30° gefaltet und im zweiten Schritt wird der 30°-Biegewinkel am vorderen Ende des gebogen zusammengesetzte Form, und das Material wird zu einer toten Kante gefaltet. Aber wir haben kein zusammengesetztes Biegewerkzeug, sondern nur ein 30°-Spitzwinkel-Biegewerkzeug. Vervollständigen Sie den ersten Schritt des zusammengesetzten Biegewerkzeugs mit der vorhandenen Form, und der zweite Schritt kann nur eine andere Methode finden. Im zweiten Schritt sind Ober- und Unterform flach. Nach der Analyse kann der mittlere Teil der vorhandenen unteren Form mit doppelter V-Nut als ebener Teil verwendet werden, und die obere Form sucht nach einer Ebene. Nehmen Sie die vorhandene verschrottete obere Form heraus und schleifen Sie die Messerkante in einen flachen Stil, wodurch das Formproblem des Pressens der toten Kante gelöst wird.

Unter Verwendung dieses Satzes können auch modifizierte Formen abgeflacht werden. Bei der tatsächlichen Verarbeitung machen Werkzeugmaschinenbediener manchmal Fehler, einschließlich ungleicher Biegekanten oder Biegemaße. Wenn die Oberflächenanforderungen des Teils nicht hoch sind, ist es schade, das Teil zu verschrotten, nur um die Biegekante platt zu schlagen. Knockout ist sehr mühsam, kann aber mit der obigen Formkombination leicht eingeebnet werden. Die Teile können einfach von Hand an die Ober- und Unterformen gepresst werden, und dann werden die Teile von der CNC-Biegemaschine abgeflacht.
Fähigkeiten während des Betriebs
1) Platzierung von Biegewerkzeugen und Verarbeitungsmaterialien
Bei der Erstellung des Plans sollten die folgenden Faktoren berücksichtigt werden:
A. Ordnen Sie Materialien gleicher Dicke zusammen;
B. Ordnen Sie die Formen des gleichen Modells zusammen;
C. Formen ähnlicher Form werden zusammen angeordnet.
Dies kann die Zeit und Häufigkeit des Formwechsels reduzieren.
2) Rechtwinklige Positionierung von Schmal- und Kleinteilen
Wenn der Biegeteil schmal und lang ist, ist er nicht leicht zu lokalisieren. Bei der Bearbeitung kommt es häufig vor, dass die Nachpositionierung entscheidet und das Biegeteil leicht kippt. Daher wird die Form mit der in Abbildung 4 verwendeten Methode mit der unteren Form verklebt, um einen rechten Winkel zu gewährleisten. Bei einem solchen Biegen lässt sich das Teil nicht leicht kippen.

3) Biegen von dreieckigen Teilen
Wenn die Biegeteile gebogen werden, sind die spitzwinkligen Teile nicht einfach in der Regel dicht an der Rückseite zu sein. Im Allgemeinen, wenn die kleinste Abmessung L ≤10 mm unmittelbar hinter der Regel ist, sollte die Positionierungsvorrichtung in Betracht gezogen werden. In der tatsächlichen Arbeit werden Design und Prozess leicht vernachlässigt, und solche Probleme treten häufig auf. Bei der Bearbeitung wird je nach Größe des Teils festgelegt, dass ein Einzelstück mit dem Biegestempel und das Doppelstück mit der Unterlage ausgerichtet ist.
4) Fügen Sie die dünne Platte R hinzu
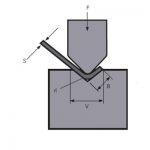
Aufgrund der unterschiedlichen Bedürfnisse der Kunden ist auch der erforderliche R-Wert an der Biegekante unterschiedlich. Verwenden Sie bei der Verarbeitung für Teile, die keine hohe Maßgenauigkeit erfordern, eine Stützplatte, um den R-Wert zu erhöhen, damit der erforderliche R-Wert nach dem Biegen erreicht werden kann. Gemäß den Konstruktionsanforderungen bezieht sich R auf das Verhältnis zwischen V und Innen-R, um die Plattendicke auszuwählen und sie in die in Abbildung 5 gezeigte Form zu falten. Verwenden Sie bei Gebrauch eine Klemme, um die obere Form zu klemmen. Diese Methode ist einfach anzuwenden und kann in mehreren Schichten verwendet werden.

5) Einzelteil- und mehrfache Formeinstellungen
Zhongrui verwendete die DA66T CNC-Biegemaschine mit 2 Hydraulikzylindern als Demonstration. Versuchte den in Abbildung 6 gezeigten Multi-Form-Aufbau, d. h. die oberen und unteren Formen desselben Modells werden in Abschnitten gleichzeitig installiert, wodurch die Bearbeitung mehrerer Biegungen des gesamten Teils abgeschlossen werden kann, wodurch die Zeit für die Installation der Form verkürzt wird und wiederholte Handhabung von Teilen. Derzeit ist das Biegeoberwerkzeug mit gleicher Höhe auf dem Markt erschienen. Die Höhe der Oberform ist einheitlich und es können auch Formen unterschiedlicher Form auf dem gleichen Tisch verwendet werden. Auf diese Weise ist es möglich, Segmentbiegungen unterschiedlicher Formen durchzuführen.

6) Programmieraufzeichnungen typischer Teile
Nachdem die typischen Teile bearbeitet sind, sollten die Bearbeitungsparameter rechtzeitig erfasst und das Programm mit der Teilezeichnungsnummer im Speicherbereich der Biegemaschine gespeichert werden, damit es in Zukunft wiederverwendet werden kann, wodurch eine Serie stark reduziert wird von Vorbereitungen vor dem Biegen. Sie können auch eine Tabelle erstellen, die die spezifischen Einstellungen für Teilename, Zeichnungsnummer, Grafiken, Material und Biegeparameter enthält. Der Tisch ist in Stahlplatten, Aluminiumplatten und Edelstahlplatten unterteilt. Jeder Typ unterscheidet sich durch die Dicke des Materials. Die Zeit, die benötigt wird, um typische Teile zu finden, wird reduziert. In Kombination mit der Prozesskarte ist dies eine sehr vollständige Verarbeitungsanweisung. Auch neue Mitarbeiter mit wenig Erfahrung können den Anweisungen zur Teilebearbeitung folgen.
7) Die Formlänge reicht nicht aus, um abschnittsweise zu biegen
Bei der Verarbeitung vor Ort kommt es häufig vor, dass die Formlänge kleiner als die Biegekante ist. Da viele Spezialformen nach der Verwendung fester Produkte bestimmt sind, wird das Verfahren des segmentierten Biegens verwendet, wenn die Länge der Form kleiner als die Biegekante ist. Wo die Länge der Form nahe an der Biegekante liegt, reißen Sie die Kante senkrecht zur Biegekante und falten Sie dann die Biegekante in Abschnitten auf die erforderliche Größe. Fig. 7a ist die linke Hälfte des gebogenen Teils und Fig. 7b ist die rechte Hälfte des gebogenen Teils.

8) Verwenden Sie den Stift am Hinteranschlag, um ihn zu positionieren
Wenn die Größe des gebogenen Teils groß ist und ein Hinteranschlag zum Positionieren verwendet wird, sinken die Teile häufig aufgrund ihres eigenen Gewichts, das in der Hand gehaltene Teil ist kurz und der Bediener kann das Werkstück nicht leicht halten. Um die Ebene der Teile sicherzustellen, muss eine Bedienungsperson an der hinteren Regel angeordnet werden, um die Teile von Hand in einem ebenen Zustand zu halten. Daher müssen bei der Bearbeitung solcher Teile 2 Bediener angeordnet werden. Bei der Arbeit wurde festgestellt, dass der Hinteranschlag auf eine bestimmte Größe abgesenkt werden kann und die Stifte am Hinteranschlag zum Positionieren verwendet werden und die Teile horizontal auf dem Hinteranschlag platziert werden. Dies reduziert nicht nur die Anzahl der Bediener, sondern garantiert auch effektiv die Bearbeitungsgenauigkeit.
9) Biegen der tiefen geschlossenen Form
Bei der eigentlichen Verarbeitung kann die Biegeverarbeitung mit tiefer geschlossener Form flexibel eingesetzt werden. In Abwesenheit eines Tiefbiegewerkzeugs vom geschlossenen Typ wird beim Biegen der Teile, wie in Fig. 7 gezeigt, der in Fig. 8 gezeigte Klemmzustand angenommen. Trennen Sie die Übergangsplatte, der Abstand ist etwas größer als die Breite des Teils, und die Größe ist angemessen zugewiesen, und zwei Teile können gleichzeitig gebogen werden.

Die oben vorgestellten Verarbeitungsverfahren und -techniken können die Verarbeitungsprobleme einer großen Anzahl ähnlicher Teile in Produkten lösen und eignen sich sehr gut für die Entwicklung von Produkten mit mehreren Varianten, kleinen Chargen und kurzen Produktionszyklen. Durch diese Verfahren können nicht nur Werkzeugkosten eingespart, sondern auch der Produktions- und Bearbeitungszyklus verkürzt, die Produktionskosten gesenkt und die Produktqualität verbessert werden. Diese Verarbeitungsmethoden und Anwendungsfertigkeiten können auch auf CNC-Abkantpressen mit ähnlichen Strukturen angewendet und gefördert werden.
Verwandte Produkte
 So wählen Sie die Tonnage der hydraulischen Abkantpresse
So wählen Sie die Tonnage der hydraulischen Abkantpresse- WILA Effiziente Lösung zum Biegen mittlerer und dicker Platten
- So wählen Sie die geeignete Matrize der Biegemaschine für Abkantpressen aus
- Herkömmliche Biegefolge und tägliche Gebrauchsspezifikation der Biegemaschinenform
- Warum ein Kompensationssystem zu einer Biegemaschine für Abkantpressen hinzufügen?
- Das Arbeitsprinzip und die Zusammensetzung der CNC-Abkantpresse
- China Abkantpresse Biegemaschine Form
- So berechnen Sie die Biegezugabe für Ihre Abkantpresse
- Was ist Krönung der Abkantpresse
- 2021 Ultimativer Leitfaden für Metallbremsmaschinen