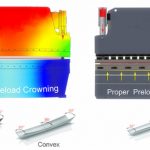
Die CNC-Biegemaschine ist ein wichtiges Gerät in der Blechbearbeitung, und ihre Arbeitsgenauigkeit wirkt sich direkt auf die Biegegenauigkeit des Werkstücks aus. Beim Biegevorgang des Werkstücks wird die Abkantpresse an beiden Enden des Schiebers der größten Kraft ausgesetzt, und die Reaktionskraft während des Biegens der Platte verursacht eine konkave Verformung an der unteren Oberfläche des Schiebers. Die Verformung des mittleren Teils des Schiebers ist am größten, und der endgültige Biegewinkel des Werkstücks variiert über die gesamte Länge.
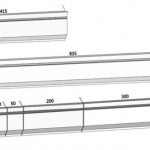
Werkbank-Volllast-Verformung


Um die durch die Verformung des Gleitstücks verursachten nachteiligen Wirkungen zu eliminieren, ist es erforderlich, die Durchbiegungsverformung des Gleitstücks zu kompensieren. Die üblichen Kompensationsmethoden umfassen hydraulische Kompensation und mechanische Kompensation, die beide dazu führen, dass die Mitte des Arbeitstisches eine nach oben gerichtete elastische Verformung zum Ausgleich erzeugt. Die Verformung des Werkzeugmaschinenschlittens gewährleistet die Genauigkeit der Bearbeitungsverbindungsfläche und verbessert die Genauigkeit des Werkstücks.


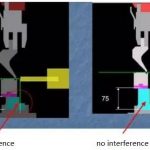
Diagramm zur Analyse des Formsicherheitsfaktors

Zwei Kompensationsmethoden
1. Hydraulischer Ausgleich
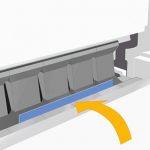
Der hydraulische automatische Durchbiegungsausgleichsmechanismus der Werkbank besteht aus einer Gruppe von Ölzylindern, die in der unteren Werkbank installiert sind. Die Position und Größe jedes Kompensationszylinders werden gemäß der Durchbiegungskompensationskurve des Schiebers und der Finite-Elemente-Analyse der Workbench ausgelegt. Der hydraulische Ausgleich ist der Wölbungsausgleich der neutralen Version, der durch die relative Verschiebung zwischen den vorderen, mittleren und hinteren drei vertikalen Platten realisiert wird. Das Prinzip besteht darin, die Wölbung durch die elastische Verformung der Stahlplatte selbst zu realisieren, sodass der Ausgleichsbetrag innerhalb des elastischen Bereichs des Arbeitstisches eingestellt werden kann.

2. Mechanischer Ausgleich
Die mechanische Kompensation besteht aus einem Satz vorstehender schräger Keile mit geneigten Oberflächen, und jeder vorstehende Keil ist entsprechend der Durchbiegungskurve des Schiebers und des Arbeitstisches auf der Grundlage der Finite-Elemente-Analyse konstruiert. Das numerische Steuersystem berechnet den erforderlichen Kompensationsbetrag entsprechend der Belastungskraft, wenn das Werkstück gebogen wird (diese Kraft verursacht die Durchbiegung und Verformung des Schiebers und der vertikalen Platte des Arbeitstisches) und steuert automatisch die relative Bewegung der konvexen Keile effektiv Kompensieren Sie die durch den Gleitblock und die vertikale Platte des Arbeitstisches erzeugte Durchbiegungsverformung, um das ideale Biegewerkstück zu erhalten. Die mechanische Durchbiegungskompensation wird realisiert, indem die Position gesteuert wird, um ein "Pre-Bumping" zu erreichen. Ein Satz Keile bildet eine Linie in Längsrichtung des Arbeitstisches. Die Krümmung mit der gleichen Durchbiegung macht den Spalt zwischen der oberen und der unteren Form während des Biegens konstant, wodurch der gleiche Winkel des Biegewerkstücks in Längsrichtung sichergestellt wird.


Verwandte Produkte
 Häufige mechanische Ausfälle und Wartung von Biegemaschinen für Abkantpressen
Häufige mechanische Ausfälle und Wartung von Biegemaschinen für Abkantpressen- China Abkantpresse Biegemaschine Form
- 4 Schritte zum Kennenlernen des E21-Systems der CNC-Blechbiegemaschine
- Was ist Krönung der Abkantpresse
- So wählen Sie die Tonnage der hydraulischen Abkantpresse
- Woraus bestehen Abkantpressen? Was ist Abkantwerkzeug?
- So machen Sie eine Durchbiegungskompensation für CNC-Blechbiegemaschinen
- Verwenden Sie die Fähigkeiten der CNC-Biegemaschine
- Wie viele Arten von hydraulischen Abkantpressen
- So wählen Sie die geeignete CNC-Hydraulik-Abkantpresse aus