In den letzten Jahren wurden Biegemaschinen für Metallbremsen in verschiedenen Branchen weit verbreitet, und der Verarbeitungsbereich von Biegemaschinen wurde erweitert. Allerdings hat es keine systematische Diskussion über die Berechnung der Biegekraft gegeben. Derzeit werden in den Handbüchern verschiedener Hersteller von Biegemaschinen für Abkantpressen ungefähr zwei Arten von Formeln zur Berechnung der Biegekraft empfohlen.
![]()
P - Biegekraft, KN;
S - Blechdicke, mm;
l - die Biegelänge des Blechs, m;
V - die Breite der unteren Matrizenöffnung, mm;
σb - Materialzugfestigkeit, MPa.
Die vom Hersteller empfohlene Biegekraftparametertabelle wird ebenfalls nach obiger Formel berechnet.
Der Ableitungsprozess und Anwendungsbereich der Formel zur Berechnung der Biegekraft
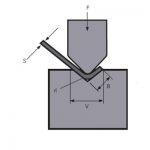
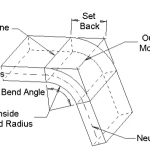
Fig. 1 ist ein schematisches Diagramm der Arbeit während des Blechbiegens. Im Folgenden wird der Herleitungsprozess der Biegekraftberechnungsformel und zweier zusätzlicher Parameterbedingungen beschrieben. Erstens gibt es solche Empfehlungen im Produkthandbuch. Beim freien Biegen beträgt die gewählte Untergesenköffnungsweite V das 8- bis 10-fache der Blechdicke S. Hier nehmen wir das Aspektverhältnis .

Abbildung 1 Schematische Darstellung des Biegens
P - Biegekraft
S - Blechdicke
V - Öffnungsweite der unteren Matrize
r - der Innenradius beim Biegen des Blechs
K - die Breite der horizontalen Projektion der Biegeverformungszone![]() =9
=9
Zweitens listet der Hersteller die entsprechenden Werte der Gesenkweite V und des Innendurchmessers r des Biegewerkstücks in der Biegekraftparametertabelle auf. Im Allgemeinen r = (0,16 ~ 0,17) V. Hier das Verhältnis von Durchmesser zu Breite ![]() =0.16.
=0.16.
Während des Biegevorgangs des Blechs befindet sich das Material in der Verformungszone in einem hochplastischen Verformungszustand und wird um die Mittellinie schräg gebogen. An der Außenfläche der Biegezone können teilweise Mikrorisse auftreten. Im Querschnitt der Verformungszone liegen die Spannungen mit Ausnahme der Nähe der Mittelschicht an anderen Stellen nahe der Zugfestigkeit des Materials. Der obere Teil der neutralen Schicht wird gestaucht und der untere Teil gespannt. Abbildung 2 zeigt einen Querschnitt und ein entsprechendes Spannungsdiagramm in der Verformungszone.

Abbildung 2 Spannungsdiagramm
S - Blechdicke
l - Blechbiegelänge
Das Biegemoment am Querschnitt der Verformungszone beträgt:

Das durch die Biegekraft der Maschine in der Verformungszone erzeugte Biegemoment beträgt (siehe Bild 1):
![]()
Von![]()
![]()
Bei der Verwendung von Allzweckformen zum freien Biegen auf einer Biegemaschine wird der größte Teil des Blechs um 90° gebogen. Wie in Abbildung 3 gezeigt. K ist:
![]()
Durch Einsetzen von K in Gleichung (1) erhalten wir:

Die Zugfestigkeit gewöhnlicher Materialien σb=450 N/mm2, wobei Formel (2) eingesetzt wird in:
![]()
Aus dem Herleitungsprozess ist ersichtlich, dass sich bei Verwendung von Gleichung (2) oder Gleichung (3) zur Berechnung der Biegekraft die beiden addieren
Die oben genannten Parameterbedingungen müssen erfüllt sein. Das heißt, das Seitenverhältnis![]() =9, das Verhältnis von Durchmesser zu Breite
=9, das Verhältnis von Durchmesser zu Breite![]() =0,16, sonst wird es einen großen Fehler verursachen.
=0,16, sonst wird es einen großen Fehler verursachen.

Abbildung 3 Freies Biegen
S - Blechdicke
r - der Innenradius beim Biegen des Blechs
K - die Breite der horizontalen Projektion der Biegeverformungszone
Neue Methoden und Schritte zur Berechnung der Biegekraft
Aufgrund von Design- oder Prozessanforderungen ist es manchmal schwierig, die beiden oben genannten zusätzlichen Anforderungen gleichzeitig zu erfüllen. Zu diesem Zeitpunkt sollte die empfohlene Berechnungsformel nicht zur Berechnung der Biegekraft verwendet werden, sondern gemäß den folgenden Schritten durchgeführt werden.
(1) Gemäß der Plattendicke S, dem Biegeradius r und der unteren Formöffnung V werden das Breiten-zu-Dicken-Verhältnis bzw. das Durchmesser-zu-Breiten-Verhältnis berechnet.
(2) Berechnen Sie die Projektionsbreite der Verformungszone gemäß der Verformung des Blechs.
(3) Formel (1) anwenden, um die Biegekraft zu berechnen.
Bei der Berechnung wurden die Differenz des Biegeradius und die Änderung der entsprechenden Verformungszone berücksichtigt. Die daraus errechnete Biegekraft ist genauer und zuverlässiger als das nach der üblicherweise empfohlenen Formel errechnete Ergebnis. Geben Sie nun ein Beispiel zur Veranschaulichung, wie in Abbildung 4 gezeigt.

Abbildung 4 Neue Berechnungsmethode
Bekannt: Die Blechdicke S=6mm, die Blechlänge l=4m, der Biegeradius r=16mm, die Untermatrizenöffnungsweite V=50mm und die Materialzugfestigkeit σb=450N/mm2. Ermitteln Sie die zum freien Biegen erforderliche Biegekraft.
Ermitteln Sie zunächst das Seitenverhältnis und das Verhältnis von Durchmesser zu Breite:
![]()
Berechnen Sie zweitens die Projektionsbreite der Verformungszone:

Verwenden Sie schließlich Gleichung (1), um die Biegekraft zu finden:
![]()
Wenn die übliche empfohlene Formel zur Berechnung der Biegekraft verwendet wird:
![]()
Von ![]() = 1,5, ist ersichtlich, dass die Differenz zwischen den beiden das 1,5-fache beträgt. Der Grund für diesen Fehler liegt darin, dass der Biegeradius in diesem Beispiel relativ groß ist und die entsprechende Verformungsfläche vergrößert wird, sodass beim Biegen eine größere Biegekraft erforderlich ist. In diesem Beispiel ist das Durchmesser-zu-Breite-Verhältnis = 0,32, was die zusätzlichen Bedingungen der oben eingeführten Parameter überschritten hat. Es ist offensichtlich ungeeignet, die üblicherweise empfohlene Formel zur Berechnung der Biegekraft zu verwenden. An diesem Beispiel können Sie die Vorteile der neuen Berechnungsmethode erkennen.
= 1,5, ist ersichtlich, dass die Differenz zwischen den beiden das 1,5-fache beträgt. Der Grund für diesen Fehler liegt darin, dass der Biegeradius in diesem Beispiel relativ groß ist und die entsprechende Verformungsfläche vergrößert wird, sodass beim Biegen eine größere Biegekraft erforderlich ist. In diesem Beispiel ist das Durchmesser-zu-Breite-Verhältnis = 0,32, was die zusätzlichen Bedingungen der oben eingeführten Parameter überschritten hat. Es ist offensichtlich ungeeignet, die üblicherweise empfohlene Formel zur Berechnung der Biegekraft zu verwenden. An diesem Beispiel können Sie die Vorteile der neuen Berechnungsmethode erkennen.
Fazit
Die hier vorgestellten Schritte und Formeln zur Berechnung der Biegekraft gelten nicht nur für das Winkelbiegen von Blechen, sondern auch für das Bogenbiegen (streng genommen sollte es Winkelbiegen mit übergroßem Biegeradius heißen). Es sollte darauf hingewiesen werden, dass die Form der Form besonders ist, wenn das Blech in eine Bogenform gebogen wird. Bei der Berechnung der Projektion der Verformungszone muss diese nach den im technologischen Prozess festgelegten technologischen Parametern berechnet werden, die nicht durch eine einfache Formel ausgedrückt werden können.
Beim Entwerfen einer bogenförmigen Form können mit der in diesem Artikel vorgestellten Methode zur Berechnung der Biegekraft zufriedenstellende Ergebnisse erzielt werden.
Verwandte Produkte
 So wählen Sie die geeignete Matrize der Biegemaschine für Abkantpressen aus
So wählen Sie die geeignete Matrize der Biegemaschine für Abkantpressen aus- So wählen Sie die Tonnage der hydraulischen Abkantpresse
- Warum ein Kompensationssystem zu einer Biegemaschine für Abkantpressen hinzufügen?
- WILA Effiziente Lösung zum Biegen mittlerer und dicker Platten
- Verwenden Sie die Fähigkeiten der CNC-Biegemaschine
- Vorteile von Faserlasern für ihre Zukunftsfähigkeit in führenden Industrien
- Herkömmliche Biegefolge und tägliche Gebrauchsspezifikation der Biegemaschinenform
- Kanton Messe
- Was ist Krönung der Abkantpresse
- So berechnen Sie die Biegezugabe für Ihre Abkantpresse