Hydraulische Biegemaschinen / hydraulische Abkantpresse können nach der Synchronisationsmethode unterteilt werden: hydraulische Synchrondrehmoment-Biegemaschine, CNC-Abkantpresse und elektrohydraulische CNC-Abkantpresse und können in folgende Bewegungsarten unterteilt werden: nach oben wirkend, nach unten wirkend .
Das Biegen von Abkantpressen erfordert unterschiedliche Vorgehensweisen, um die gewünschten Ergebnisse zu erzielen. Vom Formen von Windturmmasten bis hin zu komplizierten Schaltschrankkomponenten sind Abkantpressen ein wichtiges Werkzeug für den Hersteller, und das Wissen, dass Biegen nicht gleich Biegen ist, ist ein Schlüssel zu ihrem erfolgreichen Betrieb. Das Verständnis des Prozesses, der Werkzeuge und des Materials (da alle zu biegenden Metalle unterschiedlich auf jeden Biegeprozess reagieren) ist entscheidend, um schnell und wiederholt genaue Teile zu erhalten.
Hydraulische Synchrondrehmoment-Biegemaschine / Hydraulische Synchrondrehmoment-Abkantpresse

Doppelzylinder steuern die Auf- und Abwärtsbewegung des Schiebers
Mechanische Drehmomentsynchronisation
CNC-Abkantpresse und elektrohydraulische Abkantpresse


CNC-Abkantpressen: Diese Arten von Bremsen haben die höchste Präzision und Anpassungsfähigkeit und nutzen Computertechnologie, um die Genauigkeit zu steuern und die Effizienz zu steigern. Bei der Verwendung von CNC-Abkantpressen werden Daten wie Biegewinkel, Blechdicke, -breite und -sorte von einem geschulten Bediener in eine Steuerung eingegeben, und die Bremse erledigt den Rest problemlos.
So berechnen Sie die Tonnage der Abkantpresse

Während des Biegevorgangs wird die Kraft zwischen Ober- und Untergesenk auf das Material aufgebracht, wodurch das Material plastisch verformt wird. Die Arbeitstonnage bezieht sich auf den Überdruck, wenn der Ton gefaltet wird. Die Einflussfaktoren zur Ermittlung der Arbeitstonnage sind: Biegeradius, Biegeverfahren, Gesenkverhältnis, Bogenlänge, Dicke und Festigkeit des Biegematerials etc.
Die Berechnung der Umformtonnage der Abkantpresse ist relativ einfach. Der Trick besteht darin, zu wissen, wo, wann und wie man sie anwendet. Beginnen wir mit der Tonnage-Berechnung, die auf dem Punkt basiert, an dem die Streckgrenze im Material gebrochen wird und die eigentliche Biegung beginnt. Die Formel basiert auf kaltgewalztem Stahl AISI 1035 mit einer Zugfestigkeit von 60.000 PSI. Das ist unser Basismaterial. Die Grundformel lautet wie folgt:

P: Biegekraft (kn)
S:Plattendicke (mm)
L:Plattenbreite (m)
V: Schlitzbreite der unteren Matrize (mm)

Beispiel 1:
S = 4 mm L = 1000 mm V = 32 mm, sehen Sie in der Tabelle nach und erhalten Sie P = 330 kN
2. Diese Tabelle ist auf der Grundlage von Materialien mit einer Festigkeit von Оb=450 N/mm2 berechnet. Beim Biegen anderer unterschiedlicher Materialien ist der Biegedruck das Produkt aus den Daten in der Tabelle und den folgenden Koeffizienten;
Bronze (weich): 0,5; Edelstahl: 1,5; Aluminium (weich): 0,5; Chrom-Molybdän-Stahl: 2,0.
Ungefähre Berechnungsformel für den Biegedruck: P=650s2L/1000v
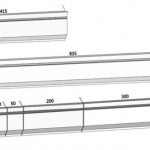
Die Größe der kleinsten Biegung:
A. Sngle Falten / Biegen:


B. Biegen/Falten Z


Beispiel 2:
Blechdicke S=4mm, Breite L=3m, ob=450N/mm2
Im Allgemeinen Schlitzbreite V=S*8 Daher P=650423/4*8=975(KN)= 99,5 (Tonne)
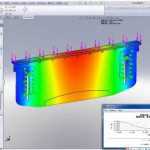
Das Ergebnis kommt den Daten im Biegekraftdiagramm sehr nahe.
Wie Sie sehen können, basiert Methode Nr. 1 zur Berechnung der Tonnage der Abkantpresse auf dem Baustahlmaterial.
Was ist, wenn das Material Edelstahl, Aluminium oder Messing ist?
Es ist ganz einfach, die mit der obigen Formel berechneten Ergebnisse mit den Koeffizienten in der folgenden Tabelle zu multiplizieren:
| Material | Koeffizienten |
| Baustahl | 1 |
| Rostfreier Stahl | 1.6 |
| Aluminium | 0.65 |
| Messing | 0.5 |
Verwandte Produkte
 China Abkantpresse Biegemaschine Form
China Abkantpresse Biegemaschine Form- Warum ein Kompensationssystem zu einer Biegemaschine für Abkantpressen hinzufügen?
- Häufige mechanische Ausfälle und Wartung von Biegemaschinen für Abkantpressen
- So wählen Sie die geeignete Matrize der Biegemaschine für Abkantpressen aus
- Das Arbeitsprinzip und die Zusammensetzung der CNC-Abkantpresse
- 2021 Ultimativer Leitfaden für Metallbremsmaschinen
- 4 Schritte zum Kennenlernen des E21-Systems der CNC-Blechbiegemaschine
- China 40 Tonnen Abkantpresse
- Woraus bestehen Abkantpressen? Was ist Abkantwerkzeug?
- Häufige Fehler und Methoden zur Fehlerbehebung bei 100-t-Viersäulen-Hydraulikpressen