Um die durch die Verformung des Schiebers verursachten nachteiligen Wirkungen zu eliminieren, ist es notwendig, die Durchbiegungsverformung des Schiebers zu kompensieren. Die Kompensationsmethoden wie folgt:
1. Hydraulischer Ausgleich
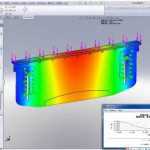
Der hydraulische automatische Durchbiegungsausgleichsmechanismus der Werkbank besteht aus einer Gruppe von Ölzylindern, die in der unteren Werkbank installiert sind. Die Position und Größe jedes Kompensationszylinders werden gemäß der Durchbiegungskompensationskurve des Schiebers und der Finite-Elemente-Analyse der Workbench ausgelegt.
Der hydraulische Ausgleich Der Wölbungsausgleich der neutralen Version wird durch die relative Verschiebung zwischen den vorderen, mittleren und hinteren drei vertikalen Platten realisiert. Das Prinzip besteht darin, die Wölbung durch die elastische Verformung der Stahlplatte selbst zu realisieren, sodass sich der Ausgleich innerhalb des elastischen Bereichs des Arbeitstisches einstellen lässt.

2. Mechanische Kompensationstabellenmethode
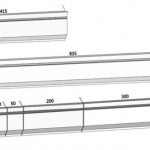
Die vorstehenden Keile bestehen aus einem Satz vorstehender schräger Keile mit geneigten Oberflächen. Jeder hervorstehende Keil wird entsprechend der Durchbiegungskurve des Gleitsteins und des Arbeitstisches durch die Finite-Elemente-Analyse ausgelegt.
Das numerische Steuersystem berechnet den erforderlichen Kompensationsbetrag entsprechend der Belastungskraft, wenn das Werkstück gebogen wird (diese Kraft verursacht die Durchbiegung und Verformung des Gleitstücks und der vertikalen Platte des Arbeitstisches) und steuert automatisch die relative Bewegung des konvexen Keils. Dadurch kann es die durch den Gleitblock und die vertikale Platte des Arbeitstisches erzeugte Durchbiegungsverformung wirksam kompensieren und das ideale Biegewerkstück erhalten.
Die mechanische Durchbiegungskompensation wird realisiert, indem die Position des "Vorvorsprungs" gesteuert wird, und ein Satz von Keilen wird in Längsrichtung des Arbeitstisches gebildet. Die Kurve mit der gleichen tatsächlichen Durchbiegung macht den Spalt zwischen der oberen und der unteren Form während des Biegens konstant, wodurch der gleiche Winkel des Biegewerkstücks in Längsrichtung sichergestellt wird.

Vorteile der mechanischen Kompensation
1) Durch mechanische Kompensation kann eine genaue Durchbiegungskompensation über die gesamte Länge des Arbeitstisches erzielt werden. Der mechanische Durchbiegungsausgleich ist langzeitstabil, reduziert die Wartungshäufigkeit des hydraulischen Ausgleichs (z. B. Ölleckage) und ist während der Lebensdauer der Werkzeugmaschine wartungsfrei.
2) Da die mechanische Durchbiegungskompensation mehr Kompensationspunkte hat, kann die CNC-Blechbremse beim Biegen des Werkstücks während der Arbeit einen linearen Ausgleich erzielen und die Biegewirkung des Werkstücks verbessern.
3) Die mechanische Kompensation verwendet ein Potentiometer, um die Position des Rücksignals zu messen. Als Achse mit numerischer Steuerung realisiert sie eine digitale Steuerung und macht den Kompensationswert genauer.
Verwandte Produkte
 Warum ein Kompensationssystem zu einer Biegemaschine für Abkantpressen hinzufügen?
Warum ein Kompensationssystem zu einer Biegemaschine für Abkantpressen hinzufügen?- Hydraulische Abkantpresse für Edelstahl
- Häufige mechanische Ausfälle und Wartung von Biegemaschinen für Abkantpressen
- Häufige Fehler und Methoden zur Fehlerbehebung bei 100-t-Viersäulen-Hydraulikpressen
- Hydraulische Tandem-Abkantpresse
- Elektrohydraulische Synchron-VS-Torsionsachsen-Synchron-CNC-Biegemaschine
- DA66T CNC Hydraulische Abkantpresse
- IPG Closed Type Board 4KW Faserlaser-Metallschneidemaschine
- China Abkantpresse Biegemaschine Form
- Wie viele Arten von hydraulischen Abkantpressen