Schermaschinen werden häufig in der blechverarbeitenden Industrie eingesetzt. Der scheinbar einfache Schervorgang enthält tatsächlich viele Tricks, von den Einstellschritten des Messerspalts über die Einstelltechniken für unterschiedliche Materialien bis hin zur Auswahl der Messer. Bezogen auf die Schnittqualität werden im Folgenden die relevanten Inhalte der Schermesserspalteinstellung unter vielen Aspekten im Detail vorgestellt.
Das Handrad zur Blattspaltverstellung: (hydraulische Schwenkbalkenschere)

Elektrische Einstellung des Schneidenabstands (hydraulische Tafelschere)

Schneidspalt verschiedener Scheren
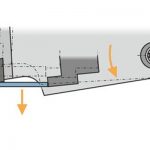
Die Schwingbalken-Schermaschine ist mit einem schnellen Einstellmechanismus für den Klingenabstand ausgestattet, der den zum Schneiden geeigneten Klingenabstand an unterschiedliche Plattendicken und Materialien anpassen kann, und ist mit einer genauen Parametertabelle für die Referenzauswahl ausgestattet und erzielt einen zufriedenstellenden Schnitt Qualität durch angemessenen Klingenspalt. Wenn sich der Werkzeughalter dreht, ändern sich der Scherwinkel und der Scherspalt der Schwingbalkenschere.
Nehmen Sie eine Dreipunkt-Rollenführung an, durch die Kraft auf die vordere Rolle durch die Papilionaceenfeder hält der Schneidbalken eng mit den beiden hinteren Rollen in Kontakt. Beim Schneiden passt das System den Messerkantenabstand elektrisch an die Bedürfnisse der verschiedenen Blätter an, um eine bessere Schnittqualität zu erzielen.

Der Unterschied in der Klingenspalteinstellung
Die Schwingbalken-Schermaschine hat die Funktion, den Klingenabstand manuell einzustellen, drehen Sie einfach den Griff. Die Schlagschere hat die Funktion, den Messerspalt elektrisch einzustellen, der durch das System bequemer und genauer eingestellt werden kann, was für eine bessere Scherqualität von Vorteil ist.

| Schritte zum Einstellen des Messerspalts |
| 1. Entfernen Sie das Untermesser und reinigen Sie es Stück für Stück |
| 2. Die Klinge kann auf allen vier Seiten verwendet werden, und die ausgewählte Seite ist fest installiert. Und überprüfen Sie die Geradheit der Klinge in horizontaler und vertikaler Richtung. |
| 3. Das Obermesser ist fest und kann nicht eingestellt werden. Wir stellen den Schermesserspalt ein, indem wir das untere Messer einstellen. |
| 4. Finden Sie die linke und rechte Schraube des Untermessers, um den Abstand zu vergrößern, im Allgemeinen auf der äußersten Seite. |
| 5. Suchen Sie die beiden Stellschrauben links und rechts am unteren Messer, die das untere Messer drücken, um den Spalt zu verengen. Darauf befinden sich gesicherte Sicherungsmuttern. Im Allgemeinen auf der Innenseite. |
| 6. Lösen Sie die linken und rechten vier Schrauben des unteren Messertisches |
| 7. Das obere Messer wird durch manuelles Drehen in die richtige Position abgesenkt, und der Bediener geht zum Stanzbereich der Schermaschine, um mit der Einstellung zu beginnen |
| 8. Verwenden Sie eine Fühlerlehre, um grob auf 0,5 mm vom unbesetzten Teil der oberen und unteren Klingen der linken Hand einzustellen |
| 9. Durch manuelles Drehen bewegt sich die Klinge in die mittlere Position und stellt sich grob auf 0,5 mm ein. |
| 10. Durch manuelles Drehen bewegt sich die Klinge in die richtige Position, in der die oberen und unteren Messer nicht außer Eingriff sind. Die Mittelstellung ist grob auf 0,5 mm eingestellt. |
| 11. Drehen Sie das Obermesser manuell in die richtige Position und beginnen Sie mit der Feineinstellung. |
| 12. Verwenden Sie die Fühlerlehre zur Feinabstimmung der Position, an der die oberen und unteren Klingen der linken Hand nicht beißen, bis die drei Drähte der Fühlerlehre in die fünf Drähte eindringen können. |
| 13. Drehen Sie das Messer von Hand in die mittlere Position und beginnen Sie mit der Feineinstellung, bis die Fühlerlehre in drei Drähte eindringen kann und fünf Drähte nicht eindringen können. |
| 14. Drehen Sie das Messer von Hand bis zu der Position, an der das obere und das untere Messer auf der rechten Seite nicht ausgerückt sind, und beginnen Sie mit der Feineinstellung, bis die Fühlerlehre in drei Drähte eindringen kann und fünf Drähte nicht eindringen können. |
| 15. Wenn die Schneidkante der Schermaschine scharf ist und Grate an der Kante des geschnittenen Blechs vorhanden sind, kann der Spalt zwischen dem oberen und dem unteren Messer entsprechend verringert werden. |
Häufige Probleme und Fähigkeiten zur Messereinstellung
Die am häufigsten anzutreffenden Metallplatten sind:
1. Dicke Platten über 13 mm.
2. 0,2 ~ 4 mm dünne Platte.
3. Blumenbrett.
4. Hochspannungsplatte (normalerweise in Automobilblechen verwendet).
5. Titanplatte
Das häufigste Klingenproblem ist Abplatzen oder Werkzeugbeulen. Als Reaktion auf diese Probleme müssen wir zuerst den Spalt zwischen den oberen und unteren Klingen bestimmen.
Die Einstellfähigkeiten der Klingen
Beim Einstellen der Klinge sollten Sie den Abstand etwa 2 bis 3 mm dicker als die Dicke der Platte einstellen. Das heißt, wenn Sie eine 5 mm dicke Platte schneiden möchten, sollten Sie mit der Einstellung bei 7 mm oder 8 mm beginnen und sie langsam nach unten anpassen, wenn Sie sie ausschneiden. Die Schnittfläche der Platte zeigt 1/3 helle Oberfläche und 2/ 3 matte Oberfläche, die den besten Schneideffekt erzielt. Die Einzelheiten sind wie folgt:


Die Abstandseinstellung beim Schneiden der Musterplatte ist schwierig und muss von der dicksten Dicke angepasst werden, die vom konvexsten Punkt der Musterplatte berechnet wird, anstatt die Plattendicke direkt zu verwenden. Außerdem kann das Schneiden der konvexen Seite des Musters mit der Vorderseite nach unten die Lebensdauer des Werkzeugs verlängern.
Darüber hinaus muss das Material der Platte berücksichtigt werden, insbesondere beim Schneiden von Edelstahl. Das Schneidwerkzeug muss scharf, verschleißfest und zäh sein. Daher sollte die Klinge der hydraulischen Schermaschine diskutiert werden. Neben dem Winkel der Messerschneide und anderen optischen Gestaltungs- und Fertigungspräzisionen ist das ausgewählte Material ein entscheidender Faktor für die Qualität des Werkzeugs.
Verwandte Produkte
 Der Unterschied zwischen der Guillotine-Schermaschine und der Schwingbalken-Schermaschine
Der Unterschied zwischen der Guillotine-Schermaschine und der Schwingbalken-Schermaschine- Betrieb und Wartung der CNC-Blechbremse
- Bedienung der Guillotine-Schermaschine
- Die Einführung der kombinierten Stanz- und Schermaschine
- QC12 Guillotine Schere Hydraulische Blechschneidemaschine
- Reparatur von häufigen Ausfällen der hydraulischen Schermaschine und Wartung des Ölkreislaufsystems
- Häufige Fehler und Fehlerbehebungsverfahren für hydraulische Viersäulenpressen
- Hydraulische Guillotine-Blechblech-Edelstahl-Schermaschine
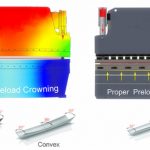
- So machen Sie eine Durchbiegungskompensation für CNC-Blechbiegemaschinen
- Hydraulische Guillotine-Schermaschine QC11Y